 es
es English
English 中文简体
中文简体 русский
русский Español
Español عربى
عربى
Las diferencias de ingeniería entre MPO y MTP y los procesos de terminación estándar
1. Las diferencias de ingeniería entre MPO y MTP
Antes de profundizar en el proceso de rescisión, debemos aclarar las diferencias entre MPO y MTP. Los estándares internacionales para interfaces MPO están definidos principalmente por IEC 61754-7 y TIA-604-5 de Norteamérica. MTP (Mechanical Transfer Push-on), por otro lado, es una marca de alto rendimiento desarrollada por US Conec. Cumple totalmente con los estándares MPO pero presenta profundas mejoras en ingeniería mecánica y óptica:
Férula flotante: A diferencia de los casquillos fijos tradicionales, MTP utiliza un diseño flotante. Cuando el cable externo está sujeto a tensión, puede mantener dinámicamente un estrecho contacto físico entre las dos caras de los extremos, evitando la generación de espacios de aire.
Pasadores guía elípticos: Las MPO tradicionales utilizan pasadores guía de cabezal plano biselados, que raspan fácilmente la pared interior y generan residuos. El diseño aerodinámico elíptico de MTP elimina el desgaste de corte, lo que garantiza una precisión de alineación submicrónica incluso después de cientos de ciclos de acoplamiento.
Abrazadera de pasador de metal y resorte ovalado: Se utilizan materiales metálicos para mejorar la fuerza de retención axial de los pasadores guía y el recurso se optimiza para darle una forma ovalada para que coincida con la cinta de fibra. Esto evita que el recurso apriete las fibras del borde durante la compresión, lo que podría causar una pérdida por microflexión.
2. Proceso de terminación estándar: desde el decapado hasta el pulido final

La terminación de MPO/MTP es un proceso de ingeniería de sistemas de tolerancia cero. Los pasos principales son los siguientes:
Paso 1: Preparación del cable y listón La primera etapa de la terminación es quitar con precisión la chaqueta. Se deben conservar al menos 7 mm de Kevlar (hilo de aramida) para engarzar el alivio de tensión durante el ensamblaje final, asegurando que la fuerza de tracción mecánica se transfiera a la carcasa en lugar de a las frágiles fibras de vidrio. Debido a que las fibras dentro del cable redondo están sueltas, se deben utilizar herramientas especiales para convertirlas en una matriz de cinta con un paso de 250 µm. Los operadores deben alinearlos estrictamente según el código de color de polaridad especificado por el estándar TIA-568. Está estrictamente prohibido cruzar o apretar las fibras; de lo contrario, es muy propenso a romperse al sujetarlo.
Paso 2: corte de precisión Después de quitar el recubrimiento de fibra con un decapante térmico y limpiarlo con alcohol isopropílico, se requiere un corte preciso. La longitud de corte debe controlarse estrictamente a 10 (± 2) mm. Está estrictamente prohibido recortar manualmente con tijeras comunes. Se debe utilizar equipo de corte mecánico o láser de alta precisión para eliminar las protuberancias de las fibras y evitar que perforen las paredes del orificio de la férula, que tienen tolerancias extremadamente estrictas.
Paso 3: Inyección de epoxi de dinámica de fluidos y tratamiento térmico La fijación permanente de las fibras se basa en la resina epoxi de dos componentes resistente a altas temperaturas EPO-TEK 353ND. La resina mezclada debe someterse a una rigurosa desgasificación mediante una centrífuga (funcionando durante 7-10 minutos). Si no se desgasifican, las burbujas que se expanden a altas temperaturas provocarán un efecto de "pistón" axial en las fibras, destruyendo directamente la geometría de la cara del extremo. Después de la inyección, el conector debe colocarse en un horno de curado programable de alta temperatura y curarse con precisión durante 4 minutos a 150 °C.
Paso 4: Pulido de precisión en varias etapas El pulido MPO/MTP requiere lograr un equilibrio entre las fibras de sílice extremadamente duras y la matriz polimérica (PPS) más suave. El proceso de pulido estándar se divide en cuatro etapas principales:
Eliminación y desnubbing de epoxi: Utilice una película de carburo de silicio de 16 µm/30 µm bajo una ligera presión para pulir las fibras y perlas de epoxi que sobresalen.
Pulido áspero y modelado geométrico: Utilice una película de carburo de silicio u óxido de aluminio de 9 µm/3 µm para establecer el ángulo APC de 8 grados y eliminar rayos profundos.
Pulido fino: Cambie a una película de diamante de 1 µm para controlar con precisión la altura de protrusión de las fibras en relación con la superficie plástica.
Pulido final: Emplee dióxido de silicio u óxido de cerio submicrométrico (0,5 µm o 0,02 µm) para lograr una zona de contacto físico de espejo impecable utilizando el efecto de pulido mecánico químico (CMP).
En este proceso de múltiples etapas, la tolerancia para la limpieza entre etapas es cero. Cualquier partícula gruesa residual que pase a la siguiente etapa provocará el desguace de todo el lote.
3. Control de calidad: interferómetro 3D e inspección visual
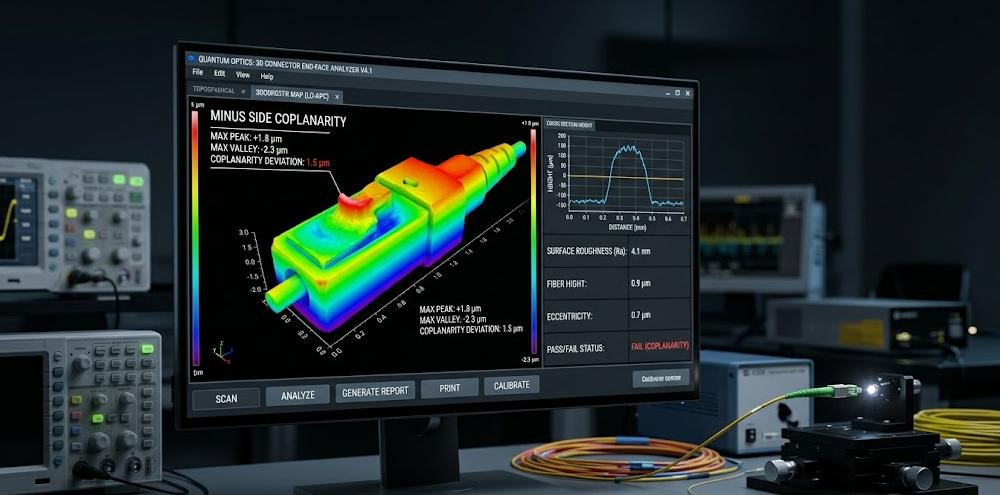
Lograr una pérdida de inserción ultrabaja (≤0,35 dB) para conectores APC monomodo requiere pasar rigurosas verificaciones estándar.
Parámetros de geometría de cara final (EFG) 3D: Según la norma IEC 61755-3-31:2015, se debe utilizar un interferómetro de luz blanca de alta precisión para controlar el extremo. El enfoque principal está en la "coplanaridad del lado negativo" (la distancia entre la fibra más baja y el plano de mejor ajuste), la altura de protrusión de la fibra y la "inmersión del núcleo". Una inmersión excesiva del núcleo provoca espacios de aire entre los núcleos y es un defecto de pulido estrictamente fatal.
Certificación de Limpieza Visual: Siguiendo la norma IEC 61300-3-35:2022, se debe utilizar un microscopio digital para evaluar la contaminación. Para la Zona A (zona central de 0-25 µm), las fibras monomodo prohíben estrictamente defectos o contaminación de cualquier tamaño. La última versión 2022 también requiere evaluar partículas sueltas en toda la superficie de la férula rectangular y el área circundante de 250 µm. La instalación en el sitio debe cumplir estrictamente con el protocolo de circuito cerrado IBYC (Inspeccionar antes de conectarse).

Cable Huapu de Zhejiang no solo se dedica a vender cables sino también a ayudar a contratistas e ingenieros de centros de datos a resolver todos los desafíos de instalación relacionados con el cableado.



")






- +86-13588204183
- No. 39 Zhiyuan Road, Zona de Desarrollo Económico de Deqing, Ciudad de Huzhou, Provincia de Zhejiang

Derechos de autor © Zhejiang Huapu Cable Co., Ltd. Todos los derechos reservados.
 Fabricante de cables con certificación ISO 9001
Fabricante de cables con certificación ISO 9001